
服务热线:1362169548613621695486
服务热线:1362169548613621695486
乳胶制品的加工就是液体胶乳通过胶凝制成 固体产品。胶乳的胶凝是胶乳从流动状态转化为 凝固状态的过程,也是胶乳粒子从自由流动状态 转化为网状结构聚集体的过程 。胶乳的胶凝性 能是胶乳加工过程中的重要工艺性能,它直接影 响乳胶制品的质量。在乳胶制品工业中,由于产 品要求不同,胶乳胶凝方法也各不相同。常用的 胶凝方法有直浸法、离子沉积法、热敏化法、硅氟 化钠法、电沉积法和多孔模型法。
1 实验
1. 1 主要原材料
酪素、硼砂、亚甲基二萘磺酸钠(扩散剂NF)、 硫黄、氧化锌、二丁基二硫代氨基甲酸锌(促进剂 BZ)、4,4′ -双(α,α-二甲基苄基)二苯胺(防老剂445),工业级,市售品;氨水(质量分数为0. 28),分 析纯,莱阳经济技术开发区精细化工厂产品;氢氧 化钾,分析纯,天津市恒兴化学试剂制造有限公司 产品。
1. 2 主要设备和仪器
JJ-1型数显电动搅拌器,江苏大地自动化仪 器厂产品;HH-4型数显恒温水浴锅,常州丹瑞实 验仪器设备有限公司产品;DM-2L型变频行星式 球磨机,南京大冉科技有限公司产品;电热鼓风干燥箱,上海一恒科学仪器有限公司产品;塑料薄膜 台式测厚仪,江都市明珠试验机械厂产品;DV-C 型数显旋转粘度计,美国Brookfield公司产品; JC2000D2型接触角测量仪,上海中晨数字技术设 备有限公司产品。
1. 3 试样制备
(1)酪 素 溶 液(质 量 分 数 为0. 1)的 配 制。 配方:酪素 10,硼砂 1. 5,氨水 3. 2,软水 85. 3。按配比依次将软水、硼砂、酪素、氨水加入 250 mL烧杯中,用数显电动搅拌器进行搅拌,直至 酪素全部溶解,室温冷却备用。
(2)扩散剂NF溶液(质量分数为0. 1)的配制。 配方:扩散剂NF 10,软水 90。将扩散剂NF和 软水加入250 mL烧杯中,用数显电动搅拌器进行 搅拌,直至扩散剂NF全部溶解,室温冷却备用。
(3)稳定剂氢氧化钾溶液(质量分数为0. 1) 的配制。配方:氢氧化钾 10,软水 90。按配比将氢氧化钾和软水加入烧杯中,用数显电动搅 拌器进行搅拌,直至氢氧化钾全部溶解,室温冷却 备用。
(4)硫黄分散体的制备。配方:硫黄 35,酪 素溶液(质量分数为0. 1) 25,氢氧化钾溶液(质 量分数为0. 1) 2,扩散剂NF溶液(质量分数为 0. 1) 12,软水 26。按配比依次将软水、氢氧化 钾溶液、扩散剂NF溶液、酪素溶液、硫黄加入球磨 罐中,用变频行星式球磨机进行研磨,球磨机转速 为230 r·min-1 ,直径15,10,1 mm的钢球用量比为 4∶2∶1,球磨时间为70 min。
(5)氧化锌分散体的制备。配方:氧化锌 35,酪素溶液(质量分数为0. 1) 25,氢氧化钾溶 液(质量分数为0. 1) 2,扩散剂NF溶液(质量分数 为0. 1) 12,软水 26。制备方法和工艺条件与 硫黄分散体相同。
(6)促进剂BZ分散体的制备。配方:促进剂 BZ 35,酪素溶液(质量分数为0. 1) 25,扩散剂 NF溶液(质量分数为0. 1) 17,软水 23。制备方 法和工艺条件与硫黄分散体相同。
(7)防老剂445分散体的制备。配方:防老剂 445 35,酪素溶液(质量分数为0. 1) 25,氢氧化 钾溶液(质量分数为0. 1) 2,扩散剂NF溶液(质量 分数为0. 1) 12,软水 26。制备方法和工艺条 件与硫黄分散体的制备相同。
(8)预硫化胶乳的制备。配合胶乳基本配方 (干质量比):干胶 100,硫黄 1,促进剂BZ 1, 氧化锌 0. 5,防老剂445 0. 8,酪素 0. 1,氢氧 化钾 0. 15。先将天然胶乳用少量去离子水稀释 并加热,使胶乳温度升到30~40 ℃,在搅拌下加入 稳定剂氢氧化钾溶液和酪素溶液,继续升温并不 断搅拌,依次加入硫黄分散体、促进剂BZ分散体、 防老剂445分散体和氧化锌分散体,待配合胶乳的 温度升到60 ℃时保温1. 5 h,采用氯仿试验法检验 胶乳的硫化程度,浸渍薄膜的硫化程度为三末至 四初。胶乳达到所需的硫化程度后,冷却至室温, 停放24 h,用3层180 μm滤网过滤,备用。
2 结果与讨论
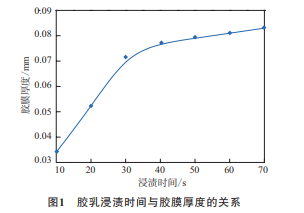
胶乳浸渍时间与胶膜厚度的关系见图1(胶乳 固形物质量分数为0. 5,胶乳温度为25 ℃,玻璃模 型温度为50 ℃)。 从图1可以看出,胶乳沉积速度在浸渍初期 (30 s以内)最快,其后相对减慢。分析原因,保持 胶乳的浓度一定,即浸渍玻璃模型周围胶乳粒子 数量一定,采用直浸法得到的胶膜厚度由玻璃模 型吸附力(表面能)决定,当胶乳与玻璃模型刚接 触时,沉积速度较快;随着浸渍时间的延长,沉积量逐渐达到饱和状态,沉积速度趋于零,成膜厚度 不再发生变化。
胶乳粘度随着胶乳温度的升高而 逐渐降低。当胶乳温度低于室温时,胶乳粒子运 动能力不强,粘度对成膜厚度的影响占主要因素, 即随着胶乳温度的降低,胶乳粒子自由运动的体 积变小,胶乳粒子的布朗运动受阻,胶乳粒子之间 会逐渐聚集,网络连接程度逐渐增大,表现为胶乳 的粘度逐渐增大,流动性较差,胶乳粒子向玻璃模 型运动的阻力较大,导致吸附量减小,即胶膜厚度 减小;当胶乳温度高于室温时,胶乳粒子的运动能 力对成膜厚度的影响占主要因素,即随着胶乳温 度的升高,圆形胶乳粒子间的空隙较大、较多,有 利于胶乳粒子的穿插移动,表现为胶乳的粘度降 低,加剧了胶乳粒子无规则的布朗运动,当玻璃模 型表面能一致时,模型对胶乳粒子的吸附力较弱, 吸附量较小,胶膜较薄,即胶膜厚度随着胶乳温度 的升高而减小。因此,胶膜厚度随着胶乳温度的 变化有一个最佳温度区间。
3 结论
(1)胶膜厚度随着胶乳浸渍时间的延长呈现逐渐增大的趋势,胶乳浸渍时间超过30 s后胶膜厚 度上升趋势减缓,最佳胶乳浸渍时间为30 s。
(2)胶膜厚度与胶乳固形物质量分数成正比, 但在实际生产中选取固形物质量分数为0. 5左右 的胶乳为宜。
(3)胶膜厚度随着胶乳温度升高呈先增大后 减小的趋势,当胶乳温度为25 ℃左右时,胶膜厚度 达到最佳值。
(4)胶膜厚度随着玻璃模型温度升高呈先增 大后减小的趋势,当模型温度在45~50 ℃时,胶膜 厚度达到最大值。



